






{kind=link}
{kind=link}
{kind=link}
{kind=link}
Zastosowanie
Centrum obróbkowe pionowe R280 jest małogabarytową wysoko precyzyjną obrabiarką sterowaną numerycznie wyposażoną w układ sterowania ciągłego typu Fanuc 0i_MF plus, Sinumerik 808D, Sinumerik 828D lub Mitsubishi. R280 może być z powodzeniem zastosowane zarówno do prac w warunkach produkcji jednostkowej jak i seryjnej.
Precyzja procesu obróbki na centrum obróbkowym R280 zapewniona jest dzięki zastosowaniu w układzie wrzeciona łożysk o wysokiej klasie dokładności, bezluzowych przekładni śrubowo-tocznych dla przesuwów w osiach X, Y i Z ułożyskowanych na łożyskach o wysokiej sztywności osiowej. Zarówno obroty wrzeciona, jak i wielkość posuwów roboczych posiadają regulację bezstopniową i są programowalne.
Założenia konstrukcyjne centrum
Konstrukcja centrum oparta jest o sztywny stojak przymocowany do łoża maszyny. Łoże maszyny stanowi masywny odlew żeliwny. W górnej części stojaka na prowadnicach tocznych osi „Z” osadzony jest wrzeciennik. Napęd wrzeciona przenoszony jest z silnika głównego poprzez pasek zębaty.
Na poziomym łożu maszyny umiejscowiony jest stół krzyżowy prowadzony na prowadnicach tocznych.
Napęd jednostek posuwowych przenoszony jest przez szlifowane śruby toczne ze wstępnym napięciem.
Prowadnice i śruby toczne w obu osiach reprezentują najnowsze osiągnięcie światowe – elementy toczne zarówno wewnątrz bloków tocznych jak i w nakrętkach śrub tocznych są smarowane smarem stałym, w blokach tocznych elementy toczone są w koszykach eliminujących ich wzajemne tarcie.
Zalety tego rozwiązania polegają na:
- wielokrotnym zmniejszeniu zmienności oporów ruchu obu suportów, co znakomicie poprawia dokładność i powtarzalność pozycjonowania, a zatem i dokładność obróbki;
- zmniejszeniu o prawie 10 dB hałasu podczas szybkiego przesuwu suportów;
- zmniejszeniu nagrzewania się prowadnic i co za tym idzie, stabilności geometrycznej obrabiarki;
- zwiększonej nawet kilkakrotnie trwałości chłodziwa dzięki eliminacji oleju smarującego prowadnice i śruby toczne, który w tokarkach CNC o tradycyjnych rozwiązaniach przedostaje się do chłodziwa i powoduje rozwój gnilnych bakterii beztlenowych i przykry zapach;
- zwiększonej trwałości prowadnic dzięki podwójnemu uszczelnieniu bloków tocznych.
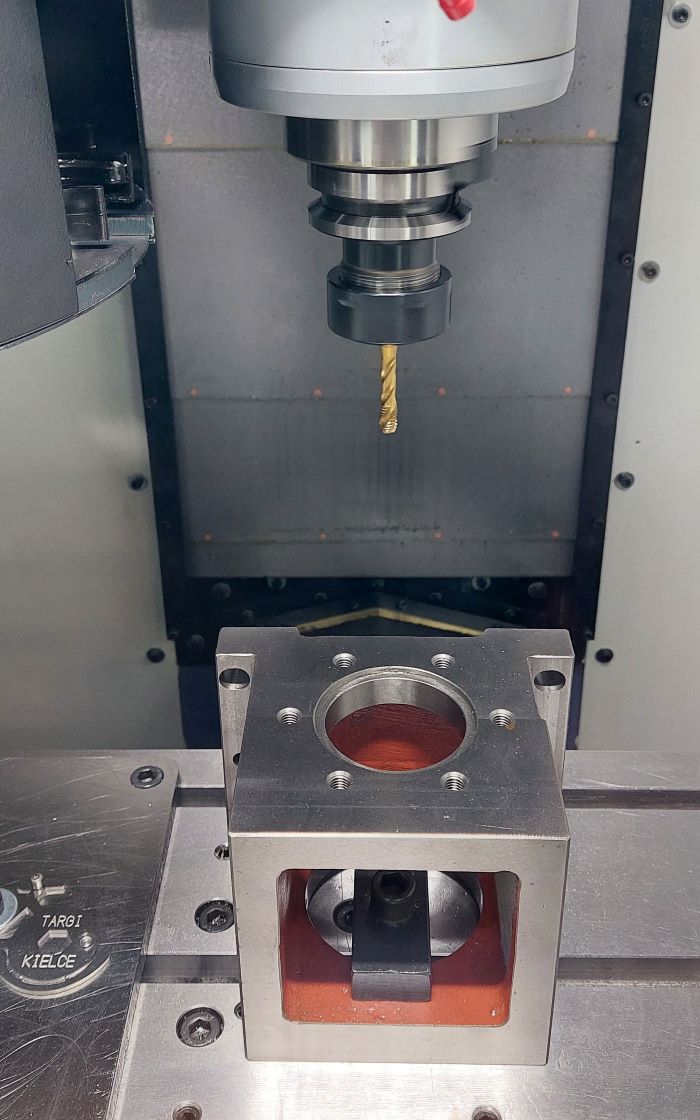
System narzędziowy oparty jest o stożek ISO 40 (BT40).
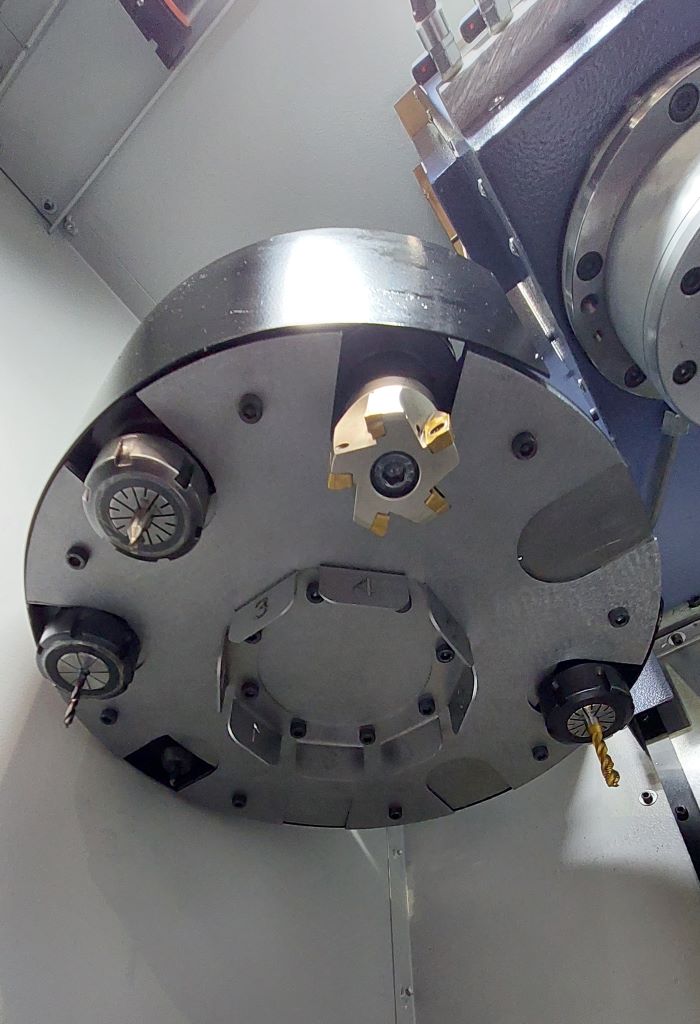
Maszyna wyposażona jest standardowo w 8-mio narzędziowy magazyn parasolowy.
Istnieje również możliwość montażu dodatkowego drugiego magazynu również 8-mio pozycyjnego po przeciwnej stronie maszyny.
DANE CHARAKTERYSTYCZNE R280
Stół
| Powierzchnia robocza stołu | 750x270 | mm |
| Ilość rowków teowych w stole | 3 | |
| Szerokość rowków teowych w stole | 14 | mm |
| Rozstaw rowków teowych w stole | 100 | mm |
| Maksymalne obciążenie stołu | 100 | kg |
Maksymalne przesuwy
| Wzdłużne oś "X" | 280 | mm |
| Poprzeczne oś "Y" | 280 | mm |
| Pionowe oś "Z" | 400 | mm |
Wielkość posuwów szybkich
| Wzdłużnych "X" | 30 | m/min |
| Poprzecznych "Y" | 30 | m/min |
| Pionowych "Z" | 20 | m/min |
Wrzeciono
| Chwyt narzędzia | BT40 lub SK40* | |
| Siła zacisku narzędzia | 8 | kN |
Silnik osiowo servo
| W osi wzdłużnej "X" /Fanuc/Siemens/ | 3,5/6 | Nm |
| W osi poprzecznej "Y" /Fanuc/Siemens/ | 3,5/6 | Nm |
| W osi pionowej "Z" /Fanuc/Siemens/ | 3,5/6 | Nm |
| Dokładność pozycjonowania osi liniowych | +/- 0,005 | mm |
Silnik napędu głównego
| Moc S1/S6 /Fanuc; Siemens/ | 3,7/5,5; 4,3/6,4 | kW |
| Maksymalny moment na wrzecionie S1/S6 /Fanuc; Siemens/ | 17/35; 38/57 | Nm |
| Maksymalna prędkość obrotowa wrzeciona /Fanuc/Siemens/ | 10000; 8000 | obr/min |
Magazyn narzędzi
| Liczba narzędzi/opcja* | 8/16* | szt. |
| Maksymalna średnica narzędzia | 80 | mm |
| Maksymalna długość narzędzia | 150 | mm |
| Maksymalna masa narzędzia | 3 | kg |
Wymiary gabarytowe
| Długość | ~1360 | mm |
| Szerokość | ~2200 | mm |
| Wysokość /maksymalny wysuw osi Z/ | ~2550 | mm |
| Pojemność zbiornika chłodziwa | 130 | l |
| Masa | ~1500** | kg |
* Opcja
** Masa w zależności od wybranych opcji.
Do eksploatacji centrum konieczne jest sprężone powietrze.
Zastrzegamy sobie prawo zmiany danych technicznych maszyny. Wiążące dane podawane są w instrukcji użytkowania dostarczanej wraz z maszyną.
| Układ sterowania CNC FANUC / SIEMENS / MITSUBISHI | ✓ |
| Interpolacja w 3 osiach | ✓ |
| Śruby toczne smarowane smarem stałym | ✓ |
| Instalacja wodnego chłodzenia narzędzi | ✓ |
| 8-narzędziowy magazyn parasolowy BT40 lub SK40 | ✓ |
| Elektryczne kółko ręczne | ✓ |
| Teleskopowe osłony prowadnic | ✓ |
| Kabina osłaniająca przestrzeń roboczą | ✓ |
| Instalacja oświetleniowa z lampą | ✓ |
| Graficzne wsparcie programowania – predefiniowane cykle obróbcze | ✓ |
| Wyświetlacz LCD 10,4” (8,4" przy sterowaniu SIEMENS 808D) | ✓ |
| Gwintowanie otworów bez oprawki kompensacyjnej (na sztywno) | ✓ |
| Przedmuch końcówki wrzeciona | ✓ |
| System chłodzenia wrzeciona | ✓ |
| Koncentrat chłodziwa TRIM MicroSol 515 | ✓ |
| System zabezpieczenia przed otwarciem: przednie drzwi strefy obróbczej / drzwi szafy elektrycznej | ✓ |
| Czujnik detekcji niskiego ciśnienia sprężonego powietrza | ✓ |
| Instalacja elektryczna przystosowana do zasilania z sieci 3x400V, 50Hz | ✓ |
| Port USB w przednim panelu obrabiarki | ✓ |
| Standardowy kolor malowania BLUE AFM zbliżony do RAL 5000 /podstawa maszyny/; RAL 7035 | ✓ |
| Sygnalizator stanu maszyny | ✓ |
| Instrukcja obsługi i programowania | ✓ |